
环形变压器绕线机原理绕线步骤
选择合适的绕线机是生产线圈的关键,因此贤集网小编以环形变压器来具体讲讲环形绕线机的工作原理、操作过程,其中重点提到了绕线张力的分析(这个是为行内人员准备的干货),环形变压器绕线机的操作过程是非常简单的,但是想要弄好却必须要弄清工作原理、绕线张力等相关知识。
环形变压器的铁芯是用优质冷轧硅钢片(厚度为0.23mm-0.35mm)无缝的卷制而成,磁路完全闭合,无漏磁,故其磁性能为最优,高精度激光焊接,氮氢保护真空退火,铁芯电磁指标更是大幅提高。
环形变压器利用环型绕线机绕线快速方便生产效率高,可广泛应用于电子设备中的50Hz、60Hz、400Hz变压器、互感器、电抗器、扼流圈等电磁元件。
环形绕线机的工作原理
先把导线均匀的缠绕在储线环上,然后再通过梭子把缠绕在储线环上的导线缠绕在骨架上,骨架由伺服电机带动旋转,使导线均匀地排列在骨架上线缠绕到一定量时,再把带通过储线环缠绕在骨架上,然后绕制。
绕线张力的分析
通过生产实践发现,在绕制整个过程中,用适当的力把导线拉紧缠绕在骨架上,是影响绕制好坏的关键所在,因此在下面我们着重说明影响绕线张力的因素。
1.线梭转动部分的磨察力矩
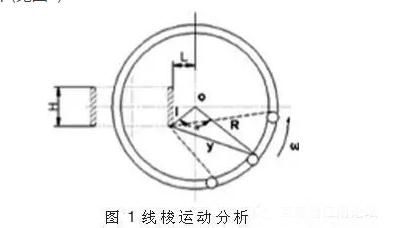
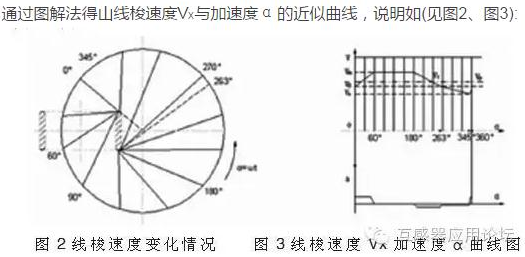
2.线梭部分(包括缠在线梭内的导线)加速度变化引起的惯性力矩。摩擦力矩的主要部分是由张力机构产生的,它阻止线梭的放线运动而把导线拉紧,产生绕线张力。由于绕线环形面及其在绕线齿轮中偏离中心位置的影响,即使是匀速绕线,线梭的运动速度也小是均匀的,这就产生了由加速度引起的惯性力矩,影响了绕线张力。线梭的运动速度可看作由两种速度组成:一是与绕线齿轮上的滑轮速度相等的速度Vo,一是线梭放出导线的用量的速度,前者是常数,后者的计算如下(见图1)。
余定理和速度、加速度的公式推导计算如下,因为图片上传,模糊不清就权当略过了,再说了也是拿来主义的。
所以为了减小线梭加速度,要求:骨架型面H要小,型面尽量靠近绕线齿轮中心即l值小;线梭平径R应尽量小;绕线速度ω不能太高(这是与提高生产效率相抵触的)。

4.当绕线速度ω不大:线梭平径R较小,电位器型面尺寸H也较小,型面尽量靠近绕线齿轮中心时加速度的变化是小大的,由加速度引起的惯性力矩要小得多,所以影响绕线张力的主要因素是摩擦力矩。我们在绕线机上使用凸轮控制摩擦张力,用以克服速度变化的影响,实践证明没什么效果,反而机构复杂制造调整都不方便,通过对张力的分析,设计时应考虑:
1.尽量减小绕线齿轮和线梭的直径。
2.线梭及其传动部件的转动惯量应尽量小。
3.张力机构产生的摩擦力矩要稳定。
4.机床的起动和转动应平稳。
环形变压器绕线机的实际绕线步骤:
一、储线环储线和绕线说明。
1)取出摘取器(见图4)
2)固定线头。线从放线架到绕线机头头部滚轮再到储线环,在储线环右边有2个孔用来固定线(见图5),线开始从储线环里边一孔穿出弯曲再从另一孔穿入固定。粗线进行一个简单的弯曲即可(见图5)。
3)连接储线环和梭子。
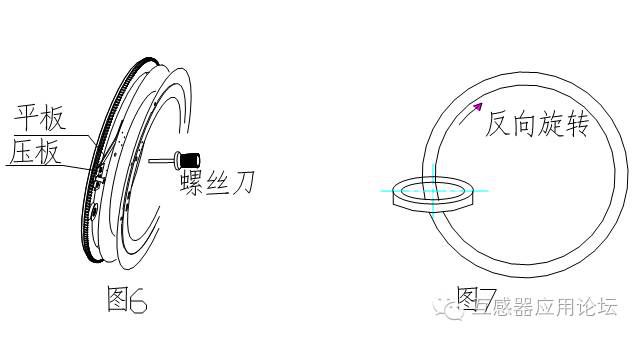
用主轴点动按钮使梭子上的摘取器转到操作者的正前方,用螺丝刀穿过储线环右边到左边的孔,使储线环上的平板卡在梭子摘取器的压板上(见图6)。
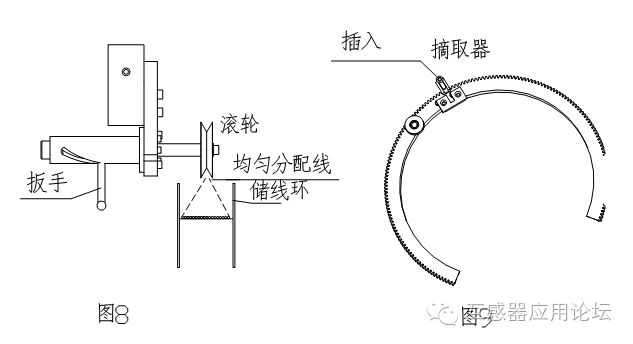
3)开始储线。释放制动张力,按下“储线”按钮,然后再按下“启动”按钮,用控制面板上的速度旋钮调节储线速度,齿轮和储线环反方向旋转(见图7)。移动排线轴上的滚轮使线均匀的分配在储线环内(见图8),当储线匝数到设定匝数时,将自动停机。切断线。
4)安装摘取器。
点动机头正方向旋转(储线环上的弹簧片与梭子脱离),使摘取器压板处于图9所处的位置。插入摘取器。
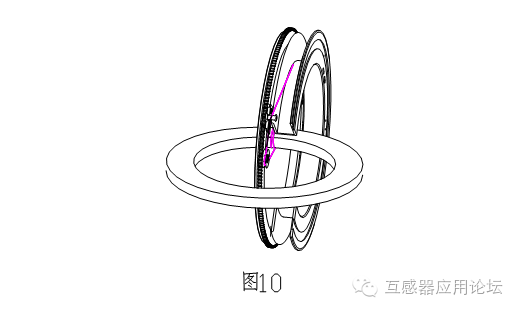
5)、线首先通过梭子上的摘取器,再通过滚轮,固定在线圈上(见图10)。
6)、通过面板上的排线方向旋钮(顺时针、逆时针)选择线圈旋转方向。
7)、按下“绕线”按钮,再按下“启动”按钮,旋转“调速”按钮,绕线机开始绕线。
注意:保证手在危险范围以外,不要触摸任何转动部件。注意安全!!
10)、到总匝数后,机器会自动停止。
注意:当工作完成或中断或操作者离开设备时,请关闭设备电源开关。
二、调节制动张力
1)、在绕线时线张力主要是根据线径和绕线速度来决定。
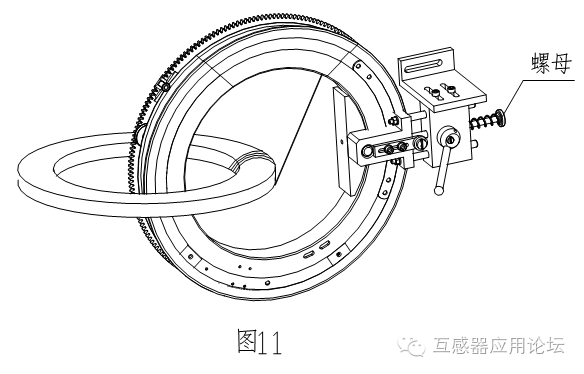
2)、制动张力的大小用张力器后面的螺母来调节(见图11)。
3)、调节线张力,以保证绕线时不超过其延伸率。
注意:当储线环转动时不要触摸环形线圈。
三、线圈初始位置的确定
由控制面板上的排线点动来确定
四、绕线过程中环形线圈夹紧力的调整
绕线过程中随着绕线的增加,环形线圈外径增大,逆时针旋转小手轮,使压紧轴与环形线圈夹紧力适当。以防止环形线圈变形及损伤漆包线。
五、绕完后取出线圈
1)、切断线,取出储线环内剩余的线。
2)、打开储线环。
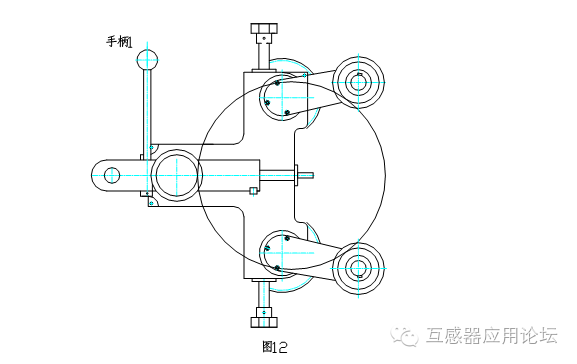
3)、打开手柄1,打开橡胶棍,将绕好的线圈从设备中取出(见图12)。
4)、当从设备中取出线圈时,请注意不要划伤漆包线。
5)、闭合储线环。
环形变压器在绕线中,对焊点有什么要求?
答:
(1)厚度小于1.7mm的扁铜线采用搭焊,搭头部分锉成契形,用银铜焊接;(焊条采用15%银的银铜焊条,提高其电阻率。)大于1.7mm的采用对焊。
(2)焊接处要牢固紧密,接头要挫平砂光;
(3)焊头不能在换位处,也不能在梳齿间;
(4)多根导线的焊接应该相互错开,错开距离在80mm以上;
(5)任何焊头必须距出头和分接头2根撑条之外;
(6)多根并绕每根焊接不得超过1处,焊接根数不能超过该绕组的并绕导线根数的1/2,6根以上根数并绕的,焊接根数不能大于1/3根数,而且接头要错开;
(7)不允许有铜屑落在绕组中。
以上就是关于环形变压器绕线机原理、操作过程的介绍,为什么本文开始要提一下环形变压器铁芯呢?其与绕线有何关系?这是因为铁心是变压器的磁路部分,由磁导率很高的电工钢片制成。变压器的一个绕组通以很小的励磁电流,在铁心中产生很大的磁通,在另一绕组感应出所需要的电势。

